多层PCB板焊锡解决方案2018- 04-03 14:05
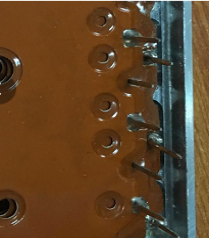
1.产品说明
3层铜板+1层PCB板焊接,下面3层铜板(18焊点)+PCB板(18焊点)均采用点焊。
2.组装流程
元器件→装***块铜板→焊接1→装第2,3块铜板→焊接2→组装PCB板→焊接3
工艺要求
焊点品质要求:
A、无空洞区域或表面瑕疵;
B、引脚与焊盘润湿良好;
C、引脚形状可辨识;
D、引脚周围正面要求有100%有焊锡覆盖;
E、穿孔焊料填充程度要求达到100%;
F、无虚焊、假焊、针孔气孔、锡渣、锡珠、锡尖、裂痕、未焊透、短路、焊盘脱离、金黄色瘢痕焊点、管脚弯曲等不良情况;
焊接时间:
单点焊接时间:3-5s/点
其他:
A.焊接过程中不能干涉其他部件;
B.产品不可返修,品质要求***;
C.焊接产品可追溯;
D.高性价比。
解决方案
4.焊点品质
A.经测试,铜板散热特别快,普通小功率烙铁头无法满足要求,采用weller200W大功率热导技术,加weller预热平台才能保准焊接品质;
B.锡的活性高要求助焊剂含量3.0%左右,有效提高锡的流动性及透锡度有效提高生产效率及品质。避免露焊盘及透锡不均现象;
C.焊盘及引脚表面避免氧化及污染避免焊锡过程中焊盘及引脚与锡有效分子结合。
5.辅助夹具
A.夹具采进口高密度电木材料且防静电,用精雕设备一次成型加工完成,有效保证夹具精度。
B.有到位计时器保障预热时间,从而有效保准预热后产品表面温度。
6.烙铁头
决定焊头使用寿命的因素:焊头结构型状.镀层致密度.使用温度.锡线的腐蚀程度.焊点时间等多方面因素。一般国产保证在3W点以上.进口的是6W点以上。(360度温度.Sn/Ag/Cu锡线含3.0%助焊剂)。
为了项目顺利进行,根据产品结构及设备特性建议针对产品及焊锡材料进行如下更改:
1.产品组装完成后,PIN到外壳的相对位置一致性误差<0.2mm;
2.建议配CCD视觉定位系统,提高精度;
3.量产时,铜板固定不能有晃动,翘曲高度<0.5mm;
4.所有元器件耐高温性能:≥180℃。
根据《广告法》和工商部门指示,新广告法规定所有页面不得出现绝对性用词与功能性用词。由力自动化科技(上海)有限公司全力支持并执行新广告法,已开展全面排查修改,并在此郑重说明,本网站所有的绝对性用词与功能性用词失效,不作为产品描述及公司介绍的依据。 部分信息来源于互联网,若引用的图片、介绍内容等造成侵权,请联系反馈我司,我司将于第一时间修改,谢谢,但我司不接受任何形式的极限用词、引用不当等为由提出的索赔、投诉等要求。所有访问本公司网页的人员均视为同意并接受本声明。