排插自动在线焊锡机解决方案2018- 04-02 15:08
排插金属片焊接
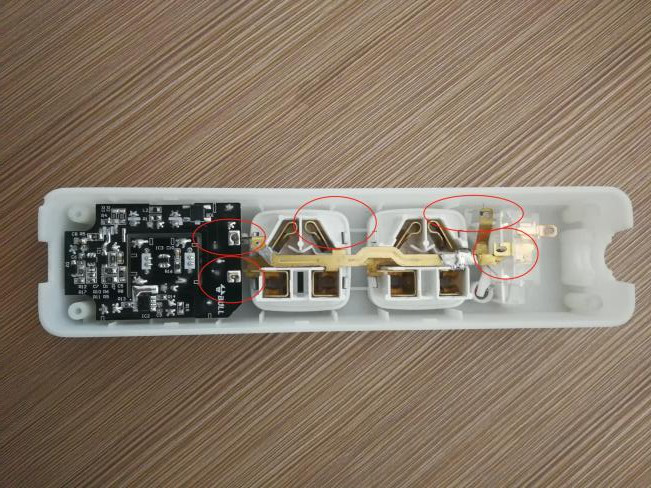
焊接要求:
1.焊接品质:符合IPC610D焊锡标准
2.焊接良率:98.5%及以上
3.其他:在线自动焊接
1.焊点品质要求:
A、无空洞区域或表面瑕疵;
B、引脚与焊盘润湿良好;
C、引脚形状可辨识;
D、穿孔焊料填充程度饱满;
F、无虚焊、假焊、针孔气孔、锡渣、锡珠、锡尖、裂痕、未焊透、短路、焊盘脱离、金黄色瘢痕焊点、管脚弯曲等不良情况;
2.焊接时间:
单点焊接时间:<=3S
3.焊接方式:
在线自动焊锡
4.焊锡功率
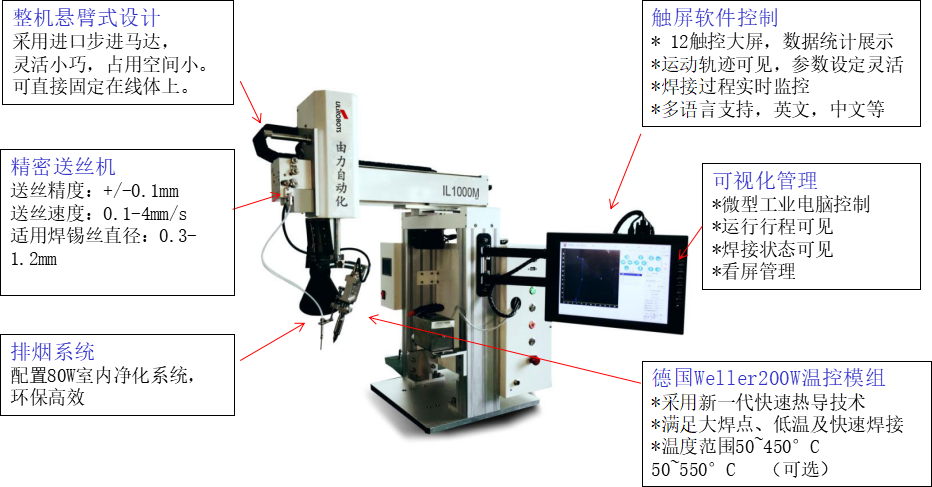
因焊点为铜基带,焊点大,散热快。采用进口200w及以上快速加热模组
5.其他
无数据上传、追溯要求
运动系统采用进口马达,闭环控制
工艺解析
1.焊点品质
A、无空洞区域或表面瑕疵;
B、引脚与焊盘润湿良好;
C、引脚形状可辨识;
D、穿孔焊料填充程度饱满;
F、无虚焊、假焊、针孔气孔、锡渣、锡珠、锡尖、裂痕、未焊透、短路、焊盘脱离、金黄色瘢痕焊点、管脚弯曲等不良情况;
2.辅助夹具
A.不得使PIN变形,不得污染、损坏(划痕、压痕、破裂等)产品, 不能影响产品正常质量。
B.装夹方便快捷。
3.焊接烙铁头
A、使用寿命≥3W个焊点;
B、高强度,耐磨性能好,耐高温,确保本体不因高温而变黑;
C、设计精巧,与设备相结合,实用性好,方便性好;
D、温度效率高,能在短时间达到溶锡的状态,适应
焊锡机器人快速焊接的生产节拍要求。
4.烙铁头温度
A.实时监控焊锡时烙铁头温度值;
B.温度波动误差≤±5℃。
5.送锡装置
送锡长度控制准确,保准焊点锡量的一致性。
6.清洗装置
不得将烙铁头上锡渣、 锡珠等杂物吹到机芯上。
7.烙铁头和送锡夹角
可通过数值输入方式在0— 170°内任意调整。
品质解读
1.焊点品质
A.经评估,普通小功率烙铁头无法满足要求,采用Weller200W大功率热导技术,采用拖焊工艺,可以满足焊点热量需求;
B.锡的活性高要求助焊剂含量3.0% 左右,有效提高锡的流动性及透锡度有效提高生产效率及品质。避免露焊盘及透锡不均现象;
C.焊盘及引脚表面避免氧化及污染避免焊锡过程中焊盘及引脚与锡有效分子结合。
2.辅助夹具
A.建议夹具采用金属加表面氧化工 艺,用精雕设备一次成型加工完成, 有效保证夹具精度。
B.定位方式采用压板快速取放。
3.焊接烙铁头
决定焊头使用寿命的因素:焊头结构型状.镀层致密度.使用温度.锡线
的腐蚀程度.焊点时间等多方面因素。
一般国产保证在3W点以上.
进口的是6W点以上。(360度温度.Sn/Ag/Cu
锡线含3.0%助焊剂
4.烙铁头温度
wleler品牌200W发热原理彻底改变传统150W平面接触方式,导热更好,回温性快,充分保准恒温波动<5℃;
B.采用工业电脑控制,可扩展联网实时监数据,可追溯。
5.送锡装置
A.采用进口马达驱动;
B.送锡支架多向调整;
C.送锡量控制在±0.1mm内。
6.清洗装置
清洗系统吹锡导管同样角度调节保证出气方向背向焊锡产品。且清洗盒出气口子有过滤网保证锡渣、锡珠不会飞出清洗盒。
7.烙铁头和送锡夹角
送锡导管于焊头角度可以 多方位调节且有刻度微调。
推荐机型
根据《广告法》和工商部门指示,新广告法规定所有页面不得出现绝对性用词与功能性用词。由力自动化科技(上海)有限公司全力支持并执行新广告法,已开展全面排查修改,并在此郑重说明,本网站所有的绝对性用词与功能性用词失效,不作为产品描述及公司介绍的依据。 部分信息来源于互联网,若引用的图片、介绍内容等造成侵权,请联系反馈我司,我司将于第一时间修改,谢谢,但我司不接受任何形式的极限用词、引用不当等为由提出的索赔、投诉等要求。所有访问本公司网页的人员均视为同意并接受本声明。

