激光焊锡机和电阻点焊机的区别2020-08-21
随着科学技术的发展,电子产品对加工技术要求越来越高,大量的微电子产品不断涌入市场,促使着焊锡加工技术的不断发展,激光焊接的诞生解决企业生产对高端焊接的需求,也彻底改变了焊接的加工方式,其无污染无辐射的焊接方式及高效高质量的焊接技术注定着其将成为未来焊接加工技术的唯一选择。那么激光焊接与电阻焊接到底差别在哪里?
现代电子产品焊锡工艺
电子产品生产商对于焊接工艺窗口的实时、精准的监测控制成为了质量管控中非常关键的指标。如果对工艺窗口控制不当,不仅会降低生产效率,增加废料;而且会因为设置更多的检验环节,从而增加生产制造环节中所需的质量保障成本。
电阻作为电子产品必备的零部件,对于焊接工艺而言,
激光焊锡和电阻点焊有什么区别?
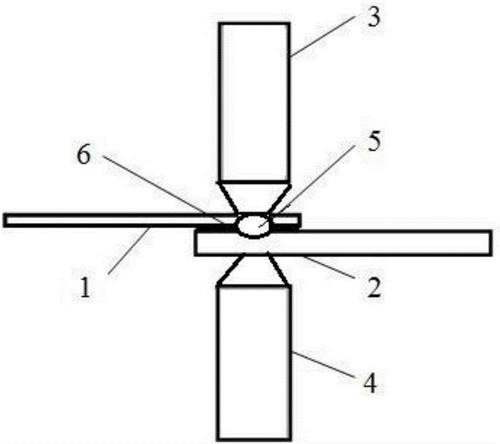
电阻焊:是一种以加热方式接合金属或其他热塑性材料如塑料的制造工艺及技术,是工件组合后通过电极施加压力,利用电 流通过接头的接触面及邻近区域产生的电阻热进行焊接的方法。
激光焊锡:是利用高能量密度的激光束作为热源的一种高效精密,无接触,无污染,无辐射的焊接方法。相对来说,激光焊锡工艺更安全,也更环保,符合当下的发展趋势。
设备区别
电阻焊设备按焊接工艺分类分为:点焊机、凸焊机、缝焊机、和对焊机四种。按供能方式分为:单相工频焊机、二次整流焊机、三相低频焊机、储能焊机和逆变式焊机。
激光锡焊设备按焊接方式分为:锡丝、精密锡膏、精准喷锡球三种,可实现设备的点焊,连续焊,叠焊;按其出光方式分为:纯光纤激光焊,硬光路光纤传输激光焊,YAG激光焊,半导体激光焊。
电阻点焊的工艺过程:
①、预压,保证工件接触良好。
②、通电,使焊接处形成熔核及塑性环。
③、断电锻压,使熔核在压力继续作用下冷却结晶,形成组织致密、无缩孔、裂纹的焊点。
缺点:
1、目前还缺乏可靠的无损检测方法,焊接质量只能靠工艺试样和工件的破坏性试验来检查,以及靠各种监控技术来保证。
2、点、缝焊的搭接接头不仅增加了构件的重量,且因在两板焊接熔核周围形成夹角,致使接头的抗拉强度和疲劳强度均较低。
3、设备功率大,机械化、自动化程度较高,使设备成本较高、维修较困难,并且常用的大功率单相交流焊机不利于电网的平衡运行。
激光焊锡工艺过程:
①、上工装夹具固定焊盘,CCD视觉定位焊点;
②、对待焊部位供给锡焊料;
③、供料完成,激光照射继,达到焊料熔化温度;
④、继续照射,焊点成型,实现焊接;
⑤、整形完毕,关闭激光。
优势:
加工稳定性好:可将入热量降到最低的需要量,热影响区金相变化范围小,且因热传导所导致的变形亦最低。
加工效率高:32mm板厚单道焊接的焊接工艺参数业经检定合格,可降低厚板焊接所需的时间甚至可省掉填料金属的使用。
机具耗损小:不需使用电极,没有电极污染或受损的顾虑。且因不属于接触式焊接制程,机具的耗损及变形皆可降至最低。
加工范围广:激光束易于聚焦、对准及受光学仪器所导引,可放置在离工件适当之距离,且可在工件周围的机具或障碍间再导引,其他焊接法则因受到上述的空间限制而无法发挥。工件可放置在封闭的空间(经抽真空或内部气体环境在控制下)。激光束可聚焦在很小的区域,可焊接小型且间隔相近的部件,可焊材质种类范围大,亦可相互接合各种异质材料。易于以自动化进行高速焊接,亦可以数位或电脑控制。焊接薄材或细径线材时,不会像电弧焊接般易有回熔的困扰。
加工条件限制小:不受磁场所影响(电弧焊接及电子束焊接则容易),能精确的对准焊件。可焊接不同物性(如不同电阻)的两种金属。不需真空,亦不需做X射线防护。
根据《广告法》和工商部门指示,新广告法规定所有页面不得出现绝对性用词与功能性用词。由力自动化科技(上海)有限公司全力支持并执行新广告法,已开展全面排查修改,并在此郑重说明,本网站所有的绝对性用词与功能性用词失效,不作为产品描述及公司介绍的依据。 若有修改遗漏,请联系反馈,我司将于第一时间修改,但我司不接受任何形式的极限用词为由提出的索赔、投诉等要求。所有访问本公司网页的人员均视为同意并接受本声明。谢谢!