
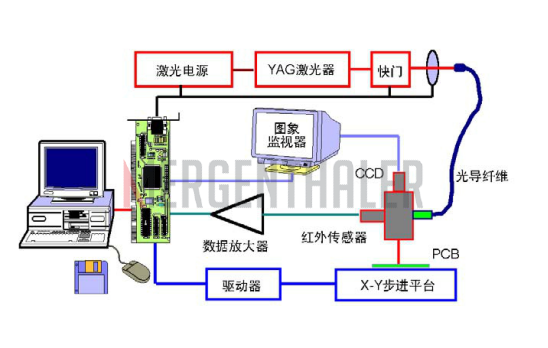
图 1-1 激光焊锡系统框图
图1-1 是德国Mergenthaler激光焊锡机的基本原理图。激光器多采用连续 YAG 激光,波长 1.06μm。近年来半导体激光器(波长 0.808μm)和光纤激光器(波长 1.0μm)受到关注,因为其波长更短,有利于被金属吸收,获得更大的加热效率;同时体积小且控制性能也更好。
为了监测和控制焊锡的质量,先进的激光焊锡设备配备有实时温度检测单元,将焊点的温度通过红外传感器实时检测出来,模数转换送入控制计算机,通过温度的变化情况监测焊点的形成过程,或实时改变激光功率控制焊点的形成和质量。温度上升过快时,可立即切断激光输出,保证不烧毁器件的引线。图象监视器可以观察激光与引线的为位置情况以及焊接的过程,可对焊锡过程录像或拍照。激光器的输出功率由控制计算机设定并可程序控制,保证加热能量的精确性。
图 1-2 Mergenthaler激光焊锡机
Mergenthaler激光模组可以实现温度闭环控制,测温单元可以在每秒最多检查 10000次事实温度,系统可以根据实测温度的变化来实时改变激光功率,每秒可以最多反应5000次。从而实现优良的焊接控制。
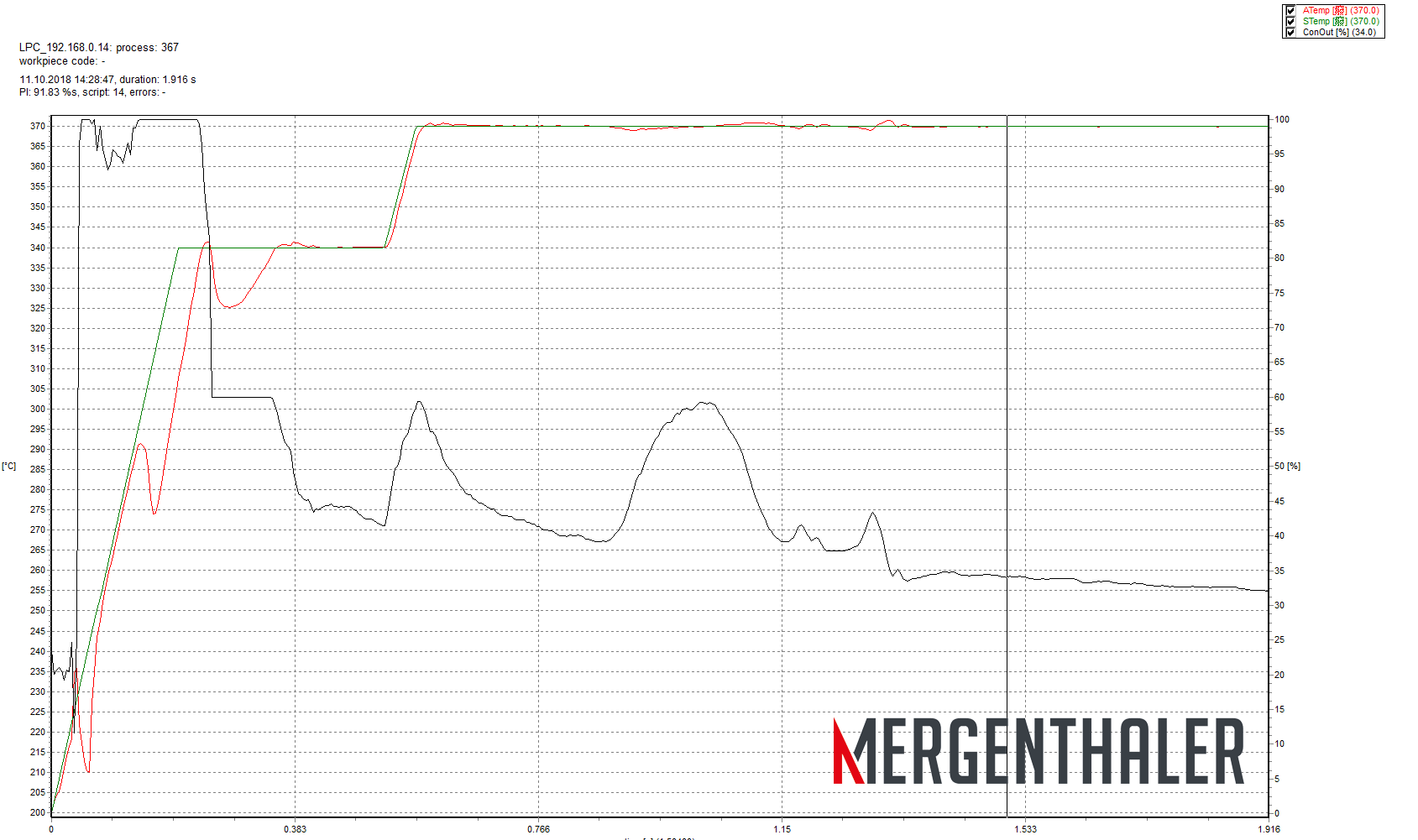
图 1-3 激光焊锡实际温度曲线
