想要做好“FPC焊接”必须得知道这些步骤2022-11-13
1. FPC手工焊接定义
通过在额定温度且人工加锡的条件下而达到的一种对 FPC类产品的焊接目的。
2.FPC主要分类
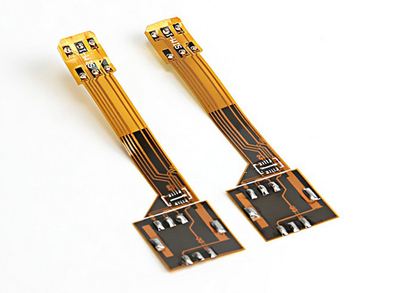
长排线类 FPC:如 LCD组件的 FPC, Camera组件的 FPC,主键盘板的 FPC等;
短排线类 FPC:如侧键 FPC,Mic FPC,马达 FPC等。
3.焊接工艺分类
FPC焊接大致可分为刷焊,刮焊,点焊三种工艺。
刷焊:也称为拖焊,即烙铁头上锡后,从 FPC焊盘的一端不间断的一次性焊到另外一端。刷焊的目的主要是给 FPC表层上锡,保证锡量供给充足,为后续刮焊做储备。(注意刷焊时间要短以免对 FPC造成损伤,刷焊的锡量要控制适当)
刮焊:将烙铁头放置于 FPC上 2秒左右,然后从 FPC一端到另外一端刮一次,对烙铁头施加的力道要比刷焊过程强一些,防止部分锡膏将 FPC浮高(刮焊的目的是为了让 FPC底部与主板的金手指焊盘完全熔合)
点焊:将烙铁头对准 FPC焊盘用短暂的压焊方式,来保证 FPC与焊盘的熔合,要注意控制压焊时间比较短(这类焊接方式主要应用于一些焊盘较少的短排线类 FPC)
4.FPC一般焊接的工艺步骤和注意事项介绍
步骤一:FPC排线固定
将 FPC排线金手指与印制板镀金盘对位固定电烙铁温度符合机型工艺文件的要求(一般要求为 330±20℃),不得擅自更改烙铁温度,接地电阻必须≤5 欧姆。
A. 焊接时烙铁头不可碰到周围元器件,不可造成周边元器件短路、移位等不合格现象;
B. 焊接完成后,必须进行自检焊接效果后放可流入下道工位;
C. 使用电烙铁前在高温海绵上加适量的水。水份量的要求:将高温海绵对半折,无水份滴落;
D. 清洗烙铁头上的残锡时,必须在带水的海绵上擦拭,不得搞锡、甩锡;
F. 上班前清洗擦拭用的高温海绵,并清理残锡将锡渣倒至规定的地方。
步骤二:焊接 FPC排线
A. FPC排线焊接应采用平头烙铁头;
B. FPC排线金手指与焊盘必须对位整齐,FPC金手指有平整贴于印制板焊盘上,确认无偏斜、翘起等现象后才可开始焊接;
C. 焊接加锡时采用间歇式加锡点焊的方式,注意控制加锡锡量;
D. 焊接时力度应适中在焊盘上进行拖焊,每个 FPC排线金手指焊接时间不得大于 4S;
E. FPC排线金手指焊点高度应不得高于 0.4mm;
F. FPC排线金手指焊点光滑无拉尖,FPC金手指无浮高、虚焊、连焊、拉尖、翘起等不合格现象;
G. 焊接完成后去烙铁时,注意烙铁上的锡不得沾到印制板铜箔或焊盘旁的元器件上。
根据《广告法》和工商部门指示,新广告法规定所有页面不得出现绝对性用词与功能性用词。由力自动化科技(上海)有限公司全力支持并执行新广告法,已开展全面排查修改,并在此郑重说明,本网站所有的绝对性用词与功能性用词失效,不作为产品描述及公司介绍的依据。 若有修改遗漏,请联系反馈,我司将于第一时间修改,但我司不接受任何形式的极限用词为由提出的索赔、投诉等要求。所有访问本公司网页的人员均视为同意并接受本声明。谢谢!

