欢迎访问由力自动化官网
为企业带来高效、智能、创新的解决方案和应用体验
智能制造系统
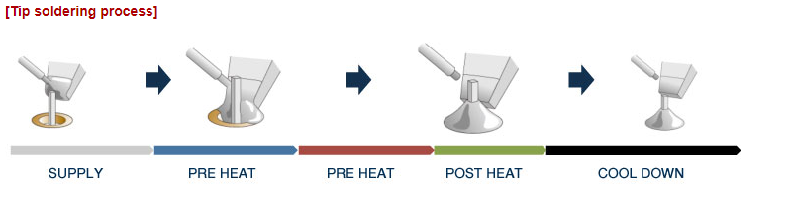
烙铁自动焊锡设备
激光焊接
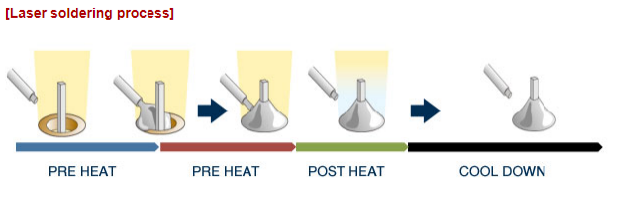
激光焊锡设备
非标自动化
桌面焊锡机
在线焊锡机
机械手焊锡机
焊锡模组及配件
激光金属焊
激光打标
激光切割
激光焊锡机
激光锡球焊锡机
激光焊锡模组
汽车零部件
焊锡解决方案
汽车电子
工控/医疗
3C产品
新能源
通信
军工电装
半导体
方案申请
静电监控解决方案
军工产品
OEM/EMS
智能制造控制系统解决方案
3C行业
服务政策
联系支持
售后服务
案例
知识库
下载
公司概况
公司介绍
企业文化
文化解读
管理体系
公司视频
多媒体中心
加入我们
社会招聘
联系我们
根据《广告法》和工商部门指示,新广告法规定所有页面不得出现绝对性用词与功能性用词。由力自动化科技(上海)有限公司全力支持并执行新广告法,已开展全面排查修改,并在此郑重说明,本网站所有的绝对性用词与功能性用词失效,不作为产品描述及公司介绍的依据。 若有修改遗漏,请联系反馈,我司将于第一时间修改,但我司不接受任何形式的极限用词为由提出的索赔、投诉等要求。所有访问本公司网页的人员均视为同意并接受本声明。谢谢!
即时沟通
QQ咨询
400-869-3332
免费电话